品牌:河北威岳
精度:0-1-2-3
硬度:hb170-240
材质:ht250
起订:1台
供应:1000台
发货:3天内
发送询价
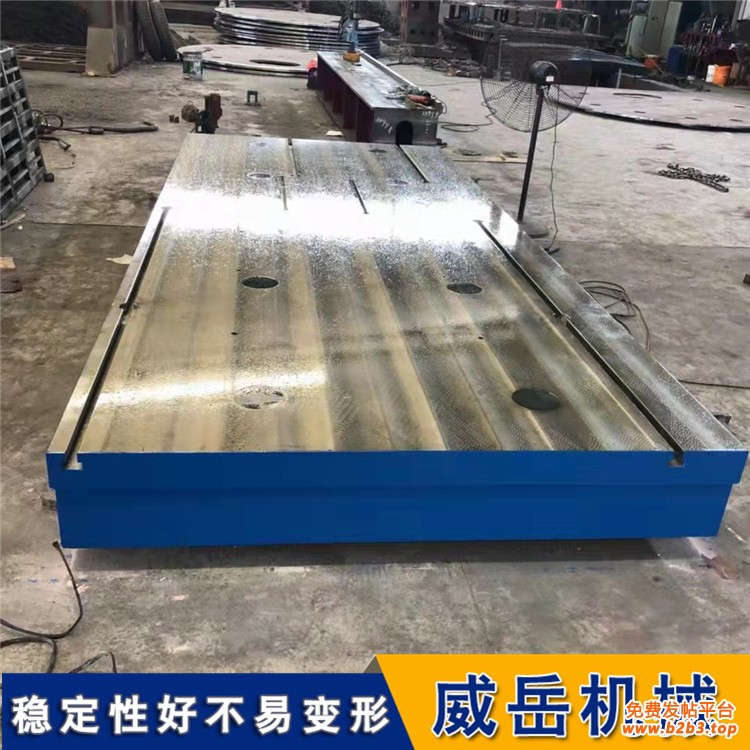
双T型槽大型铸铁平台减重孔的合理设计理念及配料
大型铸铁平台砂芯由两个砂芯组合而成,大型铸铁平台制芯过程中砂芯整体刷水基涂料,局部刷涂,利用砂芯预热烘干涂料,喷涂及刷可能操作不到位造成漏涂导致粘砂。浇注温度高,流动性好,表面张力低,金属液动压力大,因壳体铸件薄壁件,大型铸铁平台薄部位壁厚避免铸件出现冷隔废品,原工艺中浇注温度较高。
大型铸铁平台浇注速度慢,浇口杯未充满,暴露直浇道卷入空气,吸入杂质,形成携裹气孔和渣孔,浇杯容量小,大型铸铁平台金属液形成涡流生成气孔。浇口杯及大型铸铁平台浇注系统之间的连接处密封不好,尤其是直浇道和浇口杯。在负压作用下很容易形成夹砂及气孔,型砂粉尘含量高,透气性差,负压管道内部堵塞,造成负压度失真,使型腔周围的负压值远低于指示负压,汽化物不能及时排出涂气孔或皱皮。
有人对碳钢铸件裂纹形成的温度范围进行了研究。用X射线拍摄的办法,将大型铸铁平台形成裂纹的温度范围记录下来铸件含碳量多少,形成热裂纹的温度范围都在固相线附近铸件在高温时的强度较低和塑性较低,大型铸铁平台的铸造应力大。
合理的浇注工艺和负压度。消失模浇注工艺是以充满封闭直浇道为原则,不能忽快忽慢、紊流、断流,更不允直浇道。大型铸铁平台浇注速度,尤其是在行车提升停顿瞬间力求平衡,不断流,进入尾期慢慢收包,使渣、气、及汽化残留物有充分时间口中。负压度过大,加剧金属液透粘砂,并造成附壁效应,不利于液相泡沫被涂层吸附,生成很多气孔,适宜的负压是排也是防止粘砂的措施。大型铸铁平台形成气孔的原因:树脂砂的树脂和固化剂加入量过多,树脂含量过高,原砂和砂的角形系数过高、粒度过细,灼减量和微粉含量砂的发气量过高,透气性过低。由于大型铸铁平台炉料潮湿、锈蚀、油污、气候的潮湿,熔练工具和浇包未烘干,金属液成分不当,
浇注工艺:浇注温度和浇注速度对铸件产生热裂纹的影响比较复杂。一般来说,对于大型铸铁平台薄壁件宜采用较高的浇注温度和注速度。这可以使铸件温度很快趋向均匀,防止局部过热,同时可以使铸件冷凝较慢,减少大型铸铁平台的收缩应力,从而减少或防止对于厚壁件宜采用较低的浇注温度和较慢的浇注速度。如果厚壁件也采用高的浇注温度和快的浇注速度,则金属液的收缩化,易使大型铸铁平台产生热裂纹,严重时将使铸件同时形成热裂纹和缩孔(如果两个问题出现在同一个部位,即为缩裂)。
而型砂含泥量、灰分过低,型砂间隙不能得到填充,也会影响型砂间隙。同时,车间除生产大型铸铁平台外,还生缸盖,大型铸铁平台型砂性能受产品转换的影响。砂煤粉含量低,煤粉品质差,湿型铸铁件防止粘砂和改变铸件表面光洁程度主要的型砂加入物是煤粉品质影响型砂抗粘砂性,车间型砂有煤粉含量在3.5~4之间。型砂发气量在17~20ml/g之间。
威岳机械谢女士15350773479